برای تولید قطعات با دقت بالا نیاز است تا از ماشین آلاتی استفاده شود که بتوان جنس های مختلف را به کمک آنها ماشینکاری نمود.یکی از این ماشین ها ماشین فرز نام دارد که که میتوان به کمک آن قطعات مختلفی را با دقت بالا تولید نمود.

قطعات مختلفی که جنسشان از فولاد، چدن، فلزات غیرآهنی و یا مواد مصنوعی بوده و لازم باشد که دارای سطوح هموار و یا خمیده و یا اینکه دارای شکاف و دندانه و غیره باشند میتوان فرزکاری کرد. سطوح جانبی قطعاتی که فرز میشوند ممکن است روتراشی شده و یا پرداخت شده باشد لیکن قطعاتی که احتیاج به سطح تراشیده شده خیلی پرداخت داشته باشند مانند راهنماهای ماشینهای ابزار پس از فرزکاری آنها را شابر زده و یا بوسیله سنگ پرداخت میکنند.
در موقع فرزکاری در اثر گردش تیغه فرز که لبههای برنده آن روی محیط دایرهای قرار دارند از کار برادههایی قطع شده و برداشته میشوند تیغه فرز را ابزار چند لبه (دنده) نیز نامیدهاند و برای آن که دندههای تیغه در کار نفوذ داشته باشند فرم گوهای دارند (مانند رنده تراشکاری)
.حرکت دورانی تیغه فرز حرکت اصلی یا برش نام دارد.برای ایجاد ضخامت براده کار دارای یک حرکت مستقیم الخط و یا به اصطلاح حرکت بار است. حرکت اصلی و بار بوسیله ماشین فرز صورت میگیرد. در فرزکاری هر یک از دندههای تیغه فرز در حین گردش دروانی خود فقط مدت کوتاهی برادهگیری میکنند و تا نوبت بعدی بدون آن که براده بگیرند آزاد گردش کرده و خنک میشوند لذا این ابزار مثل رنده تراشکاری در اثر برش تحت فشار دائم واقع نمیگردد.
موقعی که قطعهای را با بدنه فرز غلطکی میتراشند محور تیغه به موازات سطح کار واقع میشود.تیغه فرز فرم غلطکی را داشته و با لبههایی که در دورادور بدنهاش دارد از قطعه کار براده جدا میکند و برادههای جداشده فرم (واو) را دارند. در تراش با پیشانی تیغه فرز محور تیغه فرز عمود بر محور کار قرار میگیرد. در این حال تیغه فرز تنها با دندانههای محیط خود کار نکرده بلکه مقطع دندانهها که همان پیشانی فرز باشد نیز کار میکنند و برادههایی که گرفته میشود دارای ضخامت یکنواخت هستند.
وقتی بدنه تیغه فرز از کار براده بر میدارد چون برادهها ضخامت نامتساوی دارند فشار بر ماشین فرز یکنواخت نیست و در نتیجه اگر تیغه فرز لنگی محیطی مختصری داشته باشد جلوگیری از آن به سهولت مقدور نخواهد بود.وجود این لنگی باعث میشود که روی سطح فرز شده کار برای هر دور گردش تیغه یک علامت موجی (موج فرز) نقش ببندد.
اما موقعی که پیشانی فرز براده بر میدارد همانطور که قبلاً هم ذکر شد ضخامت براده سرتاسر یکنواخت است و به همین جهت هم فشار وارده بر ماشین یکنواخت خواهد بود و در نتیجه قدرت برادهگیری ماشین به طور عموم در حدود ۱۵ درصد الی ۲۰ درصد نسبت به طریقه قبل بیشتر خواهد بود و چنانچه تیغه فرز هم لنگی محیطی مختصری داشته باشد در این حال روی هموار بودن سطح تراشیده شده هیچ اثری نداشته و به همین جهت هم سطوح بدست آمده نسبت به تراش با بدنه تیغه صافتر خواهند بود.لذا توصیه میشود که حتیالامکان سطوح هموار کار را به این طریقه فرزکاری نمایند.
در فرزکاری غلطکی یا با بدنه تیغه حرکت بار قاعد تا بر خلاف جهت گردش تیغه فرز تنظیم میشود لیکن ممکن است که جهت حرکت بار را نیز با جهت حرکت تیغه همراه کرد.در طریقه اول که جهت حرکت تیغه و کار یکی نیست و اکثراً کار با تیغه فرزهای غلطکی این حالت را دارند براده ابتداء از نقطه نازکتر جدا میگردد و قبل از آنکه دندههای تیغه فرز در داخل کار نفوذ کند روی سطح کار سر میخورد و به این جهت اصطکاک زیادی تولید شده و نیروی برش سعی دارد که قطعه کار را به بالا بکشد.
در طریقه دیگر که حرکت بار در همان جهت گردش تیغه فرز انجام میشود برخلاف حالت قبل دندههای برنده تیغه از ضخیمترین نقطه شروع به برادهگیری میکنند و چون در اینجال قطعه کار محکم به تکیهگاه خود فشرده میشود از این طریقه برای فرزکاری قطعات نازک استفاده مینمایند بعلاوه این طریقه را نیز برای حالاتکیه عمق برش زیاد باشد بکار میبرند لیکن بایستی در نظر داشت که وضع ساختمانی ماشین اقتضای انجام اینگونه کار (جهت حرکت بار با جهت گردش تیغه فرز همراه باشد) را داشته باشد نکتهایکه قبل از هر چیز باید مراعات شود این است که میل پیچ میز نبایستی لق باشد زیرا در غیر اینصورت قطعه کار به سمت تیغه فرز کشیده میشود.
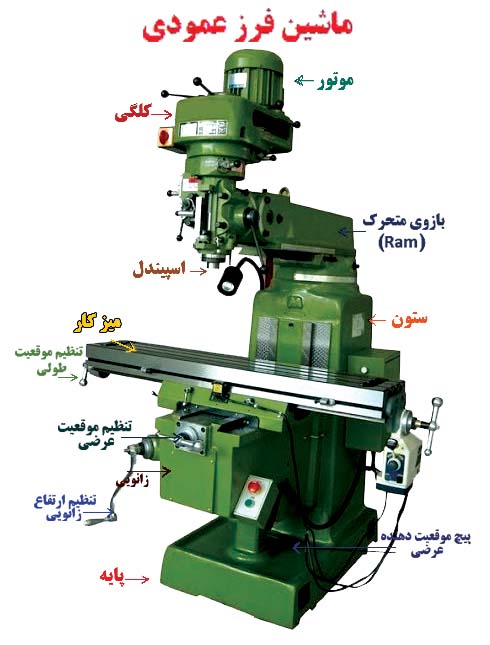
ماشین های فرز ماشین هایی هستند حساس،دقیق،گران و با قابلیت های خاص که از اجزاء بدنه،میزکار،سیستم تغییر دور متحرک،موتور و محور تشکیل شده است.ماشین فرز از جمله دستگاه های با حرکت دورانی است. ماشین فرزکاری ابزاری برای ایجاد شکلهای پیچیده برای قطعههای فلزی یا دیگر مواد جامد از جمله پلاستیک فشرده است.
طرز کار این دستگاه بدین صورت است که ابزار برش چرخیده و از قطعه بار برمیدارد و قطعه خود بر روی میزی قرار گرفته که میتوان آن را حرکت داد. برای برادهبرداری از قطعه کار در فرزکاری از تیغه چند لبهای استفاده میشود که آن را تیغه فرز مینامند.لبه های برنده تیغه فرز فرم گوهای دارند (مانند رنده تراشکاری) که در روی محیط دایرهای قرار گرفتهاند.
در فرزکاری هر یک از لبههای تیغه فرز در حین گردش دورانی خود مدت کوتاهی برادهگیری میکنند و تا نوبت بعدی بدون برادهبرداری آزاد گردش کرده خنک میشوند؛ از این رو تیغه فرزها مانند رنده تراشکاری در اثر برش تحت فشار دائم قرار نمیگیرند، و برادهبرداری با آنها سریعتر انجام میشود. توانایی دستگاه فرز بستگی به قطعات جانبی آن دارد که شامل گیره و ابزار است. گیره قدرت مانور و درجه آزادی به دستگاه می دهد و ابزار تعیین کننده دقت فرایند است.
۱ -گیره معمولی:درجه آزادی آن ۲ است.
۲ – گیره دورانی:درجه آزادی آن ۳ است.
۳ – گیره مفصلی:درجه آزادی آن ۴ است.
تفاوت های دستگاه فرز و دستگاه تراش
در دستگاه فرز دستگاه براده بردار میچرخد ولی در دستگاه تراش قطعه کار میچرخد و فرق دیگر اینکه به وسیله دستگاه فرز میتوان قطعات گوشه دار را ماشینکاری نمود اما با دستگاه تراش فقط میتوان قطعات مدور را ماشینکاری کرد.در تولید سری و در ماشین های فرز برای افزایش دقت و تکرار پذیری از وسیله ای به نام صفحه ساعت استفاده می گردد که تشکیل شدهاز یک پیچ و چرخ دنده حلزونی است و میتواند با دقت خاصی ابزار یا قطعه کار را حرکت دهد.
صفحه ساعت به دو منظور استفاده فراوانی در فرزکاری دارد
۱ -تکرار عمل براده برداری
۲ -تکرار حرکت بر روی یک پروفیل خاص
انواع ماشین های فرز و ساختمان آنها :
فرم و بزرگی قطعات فرزکاری از نظر مراعات نکات اقتصادی ایجاب میکند که ماشینهای فرز انواع ساختمانی مختلف داشته باشند:

ماشین فرز افقی :
این ماشین تقریباً برای انجام کلیه کارهای عادی فرز مورد استفاده واقع میشود و از این جهت نام فرز افقی به آن دادهاند که میل فرز آن افقی یاطاقان بندی شده است.
بدنه ماشین حامل این میل فرز که افقی یاطاقان شده است به اضافه دستگاه حرکت اصلی و بار و همچنین میز گونیا با کشوی عرضی و میز فرز و سایر متعلقات آن میباشد.
میل فرز معمولاً در یاطاقان ساچمهای یا لغزنده پایداری می شود و برای آنکه کار کاملاً بدون سر و صدا انجام شود ابعاد میل فرز را به اندازه کافی بزرگ انتخاب کردهاند. برای محکم بستن ابزارهای فرزکاری سر میل فرز دارای یک مخروط داخلی و یک مخروط خارجی است.
دستگاه حرکت اصلی به میل فرز حرکت دورانی که همان حرکت اصل باشد میدهد و برای آنکه تیغه فرز با سرعت برش مناسب و صحیحی بگردد عدهگردش ماشین متغیر است. ماشینهای قدیمی دارای دستگاه حرکت پلهای هستند لیکن ماشینهای مدرن بوسیله موتور فلانش (سرخود) کار میکنند و با کمک جعبهدنده و اهرمی ممکن است با ۱۲ سرعت مختلف و یا بیشتر آن نیز کار کرد.
دستگاه بار قطعه کار را روی میز ماشین فرز محکم میبندند و برای عبور دادن کار از جلوی تیغه فرز میز گونیا در جهت ارتفاع و کشوی عرضی در جهت عرضی و خود میز ماشین در جهت طولی قابل حرکت هستند برای به حرکت درآوردن آنها میلههای پیچ شده که وصل به چرخهای دستی میباشند عمل میکنند بعلاوه میز ماشین بوسیله دستگاه بار نیز میتواند حرکت کند. این حرکت مستقیماً از دستگاه حرکت اصلی و یا غیرمستقیم توسط موتور بار مخصوصی صورت میگیرد و بوسیله دستگاه خار متحرک یا دستگاه جعبهدنده ایکه حرکت عرضی دارد میتوان سرعت های بار مختلف و مناسب بکار برد.برای وصل دستگاه بار با میل پیچ شده میز ماشین از یک میله خاردار و یک دستگاه حلزون استفاده میشود و طول بار را ممکن است بوسیله بستهای مخصوص مناسب با کار محدود کرد.
ماشینهای فرز بزرگ اغلب با دندههایی که حرکت سریع دارند مجهز میشوند و با به حرکت درآوردن این دندهها قطعه کار در مدت خیلی کوتاه مقابل تیغه فرز قرار میگیرد.
با این ماشین اغلب کارهای پیشانی تراشی انجام میشود میل فرز این ماشین به حال عمودی در قسمت فوقانی بدنه یاتاقان بندی شده و این قسمت فوقانی به دور محوری قابل گردش بوده به نحوی که ممکن است میله فرز را در وضع مایلی نیز ثابت نگه داشت. حرکت اصلی و بار در این ماشین نیز کاملاً مطابق با ماشین فرز افقی صورت میگیرد.
فرق اساسی این ماشین با ماشینهای فرز قبلی آنست که میز آن به سمت راست و چپ قابل گردش بوده و در نتیجه موارد استعمال این ماشین برای انواع کارها مانند بوجود اوردن شکاف های مارپیچ و نظایر آن زیاد است.
استفاده از این ماشین منحصراً برای کارهای سنگین است.
از این ماشین برای انجام کارهای سری استفاده میشود. ساختمان ماشین به طوریست که میل فرز و بدنهاش قابلیت حرکت ارتفاعی دارند و حرکت بار آن توسط میز صورت میگیرد. ماشین های فرز عرضی بزرگ اغلب دارای چندین میل فرز میباشند.
این نوع فرزها انواع ساختمانی مختلف داشته و برای پیچبری کاربرد دارند.
ماشین هایی هستند که برای ساختن کارهایی که دارای سطوح محدود نامنظمی میباشند مانند تراش قالب ها طبق شابلن یا الگو به کار برده میشوند.
تیغه فرزها را اکثراً از فولاد تندکار (SS) تهیه میکنند به این دلیل که با این فولاد سرعت برش را به مراتب بیشتر از فولاد ابزار میتوان انتخاب کرد. اغلب لبه برنده فرزها را از فولاد سخت میسازند چون قیمت فولاد تند کار گران است لذا در فرزهای بزرگ بدنه آنها را از فولاد ساختمانی تهیه کرده و لبههای برندهای از فولاد تندکار به آن وصل میکنند و اگر جنس کار طوری باشد که اثر سائیدگی زیادی روی لبه برنده ایجاد کند در این حال لبه برنده فرز را از فولاد سخت تهیه میکنند.
قدرت برش تیغه فرز و مرغوبیت سطح خارجی قطعه کار تا حد زیادی ارتباط با لبه برنده تیغه دارد. لبههای برنده این ابزار مانند سایر ابزارهای برنده فرم گوهای داشته و از طریق فرزکاری ساخته میشوند. مقدار زاویه لبه برنده متناسب با جنس قطعه کار است. همچنین تقسیم بندی دندههای تیغه فرز هم بستگی به جنس قطعه کار دارد.
موقع فرزکاری مواد نرم براده های جدا شده بزرگ بوده و بوسیله فواصل بزرگ بین دنده های تیغه فرزهای دنده درشت بخار سطح کار هدایت میشوند. در تیغهفرزهای نرم شده سه تیپ ابزار W , H , N وجود دارد. لبه های برنده فرم مارپیچ که ممکن است مارپیچ چپ و یا راست داشته باشند موقع براده برداری یک نیروی قیچی شدن در جهت محور تیغه بوجود میآورند. این نیرو (فشار محوری) باید بر خلاف بدنه میل فرز اثر داشته باشد .
این تیغه فرزها دارای تیغچههای جداجدا هستند که در بدنه تیغه فرز کار گذاشته شده و چنانچه به تیغچهای صدمهای وارد شود به سهولت میتوانآن را عوض کرد این گونه تیغه فرزها را بیشتر برای پیشانی تراشی سطوح بزرگ استفاده میکنند.
برای فرزکاری سطوح غیرتخت تیغههای فرز شده نمیتوانند مورد استفاده قرار گیرند زیرا این دسته از تیغه فرزها در نتیجه تیز کردن مجدد پروفیل خود را ازدست میدهند،لذا برای منحنی ها، قوسهای دایره و سایر پروفیلها و همچنین اغلب اوقات برای فرز کردن شکافها تیغه فرزهای پشت تراشیده فرم دار استفاده میشوند عمل پشت تراشیبرای این تیغهها از این جهت لازم است که زاویه آزاد پیدا کنند.
تیغه فرزهای مرکب چند تیغه فرز شده و یا پشت تراشیده است که دارای قطرهای متفاوت بوده و پهلوی هم سوار شده باشند. توسط این گونه تیغهها میتوان پروفیل که شامل فرم های مختلف باشد در یک برش بدست آورد و با به کارگیری چند تیغه مختلف که با هم روی یک درن سوار شده باشند انواع کارهای مختلف رامیتوان انجام داد و به این طریق میتوان از به کار بردن تیغه فرزهای فرم دار گران قیمت صرفهجویی کرد.
فرزکاری ساده
فرزکاری پیشانی
بغل تراشی
فرزکاری زاویه دار
فرزکاری مرکب
فرزکاری فرم
فرزکاری با استفاده از انگشتی
کپی تراشی
برش با استفاده از فرزکاری
فرزکاری شیار T شکل
دنده زنی
مارپیچ زنی
دستگاه فرز CNC دارای میز کاری است که میتواند در دو جهت افقی (X) و عمودی (Y) حرکت کند و محور Z ماشین توسط کلگی دستگاه(اسپیندل) انجام میشود . حرکت اسپندل و میز کار را می توان تا دقت ۰۱/ ۰ میلی متر توسط کامپیوتر کنترل کرد. دستگاههای فرز CNC را هم میتوان به صورت دستی و هم به طور خودکار راه اندازی کرد هر دستگاهCNC در دو یا چند جهت برنامه ریزی شده حرکت می کند که به آنها محور می گویند.
محور میتواند خطی یا گردشی باشد، فرزCNC در چند محور حرکت می کند،هرچه تعداد محورها بیشتر باشند، کار با دستگاه پیچیده تر و برنامه ریزی برای آن مشکلتر است اما خروجی بهتری به ما میدهد و دقیقتر است. دستگاه فرزCNC میتوانند عملیات گوناگونی از کار های ساده ای مانند برش قالب و سوراخکاری تا عملیات پیچیدهتری مانند منبت کاری را به راحتی انجام دهد.